机械设备电气设备或其他房间布线行业
2021-12-20
实施措施方法。
为了完成本实用新型专利的方式和方法。写作特点。为了达到目的和作用,很容易理解和掌握整合实施措施,进一步讨论本实用新型专利。
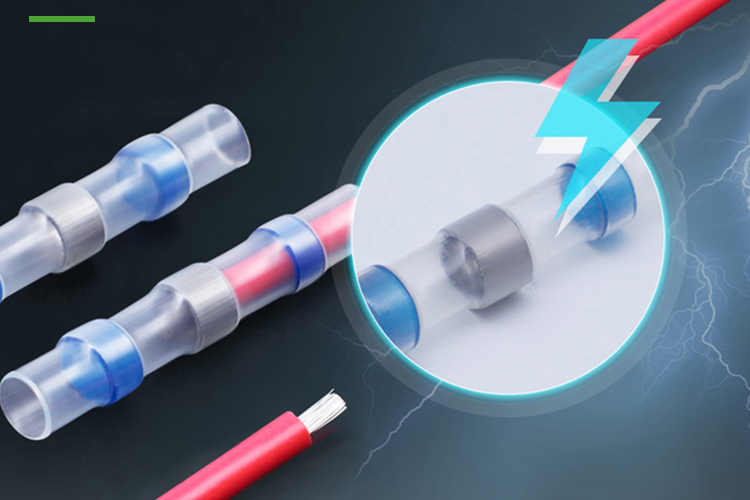
本实施措施选择以下技术规范:热收缩焊锡环,包括热收缩单壁管1。焊锡环2。大橡胶环3和小橡胶环4,热收缩单壁管1安装焊锡环2。大橡胶环3。小橡胶环4,大橡胶环3。小橡胶环4位于焊锡环2的两侧,热收缩单壁管1的公称直径为3-10mm,壁厚为0.3-0.9mm,焊锡环2的公称直径为2-7.5mm,规格长度为1.5-5mm。
特别注意,上述热缩单壁管1选用低密度聚乙烯、聚偏氟乙烯、沙林环氧树脂。
此外,上述大橡胶环3。小橡胶环4选用丁二烯-丙烯酸丁酯聚合物。丁二烯-丙烯酸聚合物之一,大橡胶环3。小橡胶环4可以使用相同的规格型号或大型或小型的橡胶环。
本实施措施的生产工艺如下:将大橡胶环3.焊锡环2.小橡胶环4按顺序放置在热缩单壁管1的磨具上,并根据工业窑的加热运输,使热缩单壁管1关闭,包裹大橡胶环3.焊锡环2和小橡胶环4工业窑温度为160-300℃。
其中,上述热缩单壁管1的生产工艺为:(1)挤压成型:将原材料添加到单螺杆挤压机管件挤压机中,挤压温度为110-260℃,挤压成型管件半成品加工;
(2)辐照度:将上述工艺制成的双壁热缩管半成品加工放在单绞机上,通过支撑架引入辐照室,对单壁管半成品加工进行直接辐射制冷,辐照剂量为9-15mrad;
(3)扩展:加热辐照好的单壁管,扩大成型。制冷后,制备成品单壁管,全过程加热温度为110-150℃,扩为2-4倍;
(4)管道切割:按规定规扩大的双壁有用激光切管机切割成规格,割管规格类别为35-45mm。
上述大橡胶环3.小橡胶环4的生产工艺为:将原材料添加到单螺杆挤出机管件挤出机中,挤出温度为100-190℃,选择模具,挤出管件半成品加工,然后用激光切割机切割成相应的规格。
本实施措施方法在使用中,热收缩单壁管1加热,进一步关闭,可连接两条线紧密,大橡胶环3。小橡胶环4会熔化,具有一定的粘接效果,焊接环2加热熔化,可连接两条线牢固连接,接口方式稳定可靠,实际操作简单,处理当前房间电线连接复杂困难,绝缘性能差,绝缘性能优异,可用于室内布线装饰。机械设备电气设备或其他房间布线行业,具有广阔的销售市场应用前景。
实施例1:热缩焊锡环的生产工艺如下:(1)制造热缩单壁管1(选用低密度聚乙烯作为单壁管原料):①挤压成型:将原料添加到单螺杆挤出机管件挤出机中,挤压温度为110-140℃,挤出成型管件半成品;
②辐照:将工艺①中制成的双壁热缩管半成品加工放在单绞机上,通过支撑架引入辐照室,对制成的单壁管半成品加工进行直射制冷,辐照剂量为12mrad;
③扩展:加热工艺②中辐照良好的单壁管。扩大成型。制冷后,制作成品单壁管,加热温度为120℃,扩大率为3倍,扩大单壁管公称直径为3.3mm,壁厚为0.21mm;
④切割管:按规定规格将扩大的双壁有用激光切割机切割成36mm的规格。
(2)制作橡胶环(选用丁二烯-丙烯酸丁酯聚合物作为大橡胶环3.小橡胶环4的橡胶环原料):将原料添加到单螺杆挤出机管件挤出机中,挤出温度为100-120℃,选用模具,挤出管件半成品加工,小橡胶环3的公称直径为2.8mm,大橡胶环4的内径为3.5mm,壁厚为0.5mm。
(3)将大橡胶环4.焊锡环2(公称直径2.1mm.直径2.7mm.长度3mm).小橡胶环3按顺序放置在单壁管的磨具上,并根据工业窑的温度将其运输至170℃。
实施例2:热缩焊锡环的生产工艺如下:(1)制造热缩单壁管1(选用聚偏氟乙烯作为单壁管原料):①挤压成型:将原料加入单螺杆挤出机管件挤出机,挤压温度为240-260℃;
②辐照:将工艺①中制成的双壁热缩管半成品加工放在单绞机上,通过支撑架引入辐照室,对制成的单壁管半成品加工进行直射制冷,辐照剂量为12mrad;
③扩展:加热工艺②中辐照良好的单壁管。扩大成型。制冷后,制作成品单壁管,加热温度为120℃,扩大率为3倍,扩大单壁管公称直径为4.8mm,壁厚为0.20mm;
④切割管:按规定规格将扩大的双壁有用激光切割机切割成39mm的规格。
(2)制作橡胶环(选用丁二烯-亚克力聚合物作为大橡胶环3.小橡胶环4的橡胶环原料):将原料添加到单螺杆挤出机管件挤出机中,挤出温度为120-150℃,选择模具,挤出管件半成品加工,小橡胶环3的公称直径为4.8mm,大橡胶环4的内径为5.6mm,壁厚为0.5mm,然后用激光切割机切割成长度为3mm的橡胶环。
(3)将大橡胶环4.焊锡环2(公称直径3.0mm.直径4.0mm.长度4mm).小橡胶环3按顺序套在单壁管的磨具上,并按工业窑炉运输。窑温为350℃,加热使热缩单壁管1关闭,包裹大橡胶环4.焊锡环2.小橡胶环3。
实施例3:热缩焊锡环的生产工艺如下:(1)制造热缩单壁管1(选用低密度聚乙烯作为单壁管原料):①挤压成型:将原料加入单螺杆挤出机管件挤出机,挤压温度为110-140℃;
②辐照:将工艺①中制成的双壁热缩管半成品加工放在单绞机上,通过支撑架引入辐照室,对制成的单壁管半成品加工进行直射制冷,辐照剂量为12mrad;
③扩展:加热工艺②中辐照良好的单壁管。扩大成型。制冷后,制作成品单壁管,加热温度为120℃,扩大率为3倍,扩大单壁管公称直径为7.0mm,壁厚为0.24mm;
④切割管:按规定规格将扩大的双壁有用激光切割机切割成37mm的规格。
(2)制作橡胶环(选用丁二烯-丙烯酸丁酯聚合物作为大橡胶环3.小橡胶环4的橡胶环原料):将原料添加到单螺杆挤出机管件挤出机中,挤出温度为100-120℃,选用模具,挤出管件半成品加工,小橡胶环3的公称直径为6.0mm,大橡胶环4的内径为7.25mm,壁厚为0.6mm。
(3)将大橡胶环4.焊锡环2(公称直径4.9mm.直径5.9mm.长度4mm).小橡胶环3按顺序放置在单壁管的磨具上,并根据工业窑的温度将其运输至170℃。
实施例4:热缩焊锡环的生产工艺如下:(1)制造热缩单壁管1(选用沙林环氧树脂作为单壁管原料):①挤压成型:将原料添加到单螺杆挤出机管件挤出机中,挤压温度为120-150℃,挤出成型管件。

 返回列表
返回列表