
热缩端子双壁管防水焊锡环的生产工艺
2021-12-21
热缩端双壁管防水焊锡环的生产工艺如下:
(1)挤出成型:将外壁层和内壁层中使用的材料分别添加到主挤出机和侧挤出机中。主挤出机加工温度为150-180℃,侧挤出机加工温度为80-140℃,挤出成型,然后冷却吹干,制成双壁热缩管半成品;
(2)辐照:将双壁热缩管半成品放在放线架上,通过张力架引入辐照室,回收冷却双壁热缩管半成品,辐照剂量为5-15mrad;
(3)扩张:加热辐照良好的导磁双壁热缩管,扩张定型,冷却后得到成品双壁热缩管,加热过程中温度为280-350℃,扩张倍数为2-4倍;
(4)切管:扩张后的双壁管按规定尺寸用切管机切割,切管尺寸范围为35-45mm。
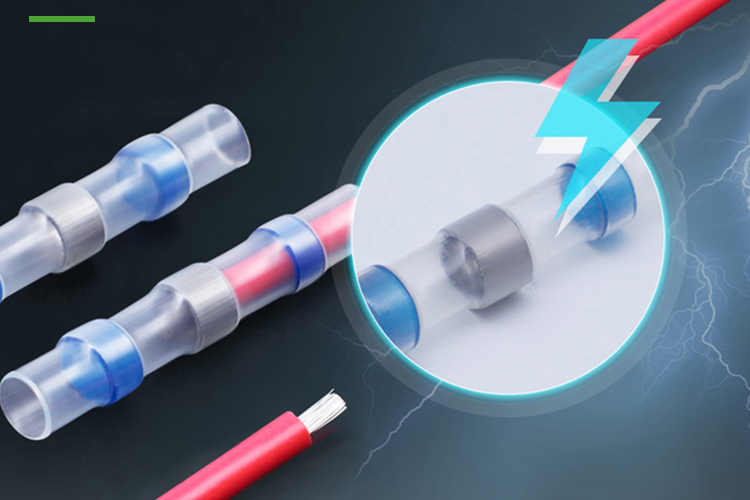
热缩端子的性能:
(1)外管采用双层结构,绝缘耐磨性好,综合性能好;
(2)保证接线完全密封,达到防水效果,防水密封性能好;
(3)操作简单方便,外观美观,接线效果好。
热收缩终端外管采用绝缘外墙树脂层和粘结良好的内壁层,提高绝缘性能和耐磨性,内层采用粘结性能好的热熔胶,保证热收缩管收缩,热熔胶熔化,与接线完全密封,达到防水效果,热收缩管加热后可收缩三倍,可插入终端铜线等电缆完全密封包装,终端绝缘性能优良,防水性好,不受环境干扰,可靠性高,可应用于汽车、机车、户外广告等领域,市场应用前景广阔。

 返回列表
返回列表


• 公司动态